-
Sie haben noch keine Artikel in Ihrem Warenkorb.
Diamantfräser
Mach 1- Diamantschaftfräser
Fräser mit polykristallinem Diamant Z1 mit HM Zentrumsschneide,
zum Fräsen von Spanplatte, Gips, Holzwerkstoffe:
__________________________________________


.bmp)



__________________________________________
Größenübersicht

Begriffserklärung der Übersicht:
D= Durchmesser Fräser; d= Durchmesser Schaft; L1= Gesamtlänge; L2= Länge der Schneiden/ Nutzlänge; L3= Schaftlänge; Z= Anzahl Zähne
Z 1+1 Fräser bieten ein gutes Preis- Leistungs- Verhältnis und sind mehrfach nachschärfbar. Diese Fräser sind geeignet für leichte Fräsarbeiten in Holzwerkstoffen oder Gipskarton bei Vorschüben von max. 5-8 m/min. Die Schneidenaufteilung erlaubt eine gute Spanabfuhr sowie eine saubere Bearbeitung von Ober und Unterseite.
WICHTIGER HINWEIS: BEI DIESEN FRÄSERN IST DIE ZENTRUMSSCHNEIDE AUS HARTMETALL DER REST DER BESTÜCKUNG IST PKD
Noch Fragen?
Wir stehen Ihnen telefonisch (+49 (0) 7423-8627442) und per E Mail shop@pkd-sonderwerkzeuge.de zur Verfügung.
Diamantfräser - was kann man damit wie fräsen?
Es gibt quasi nichts was man mit Diamantfräsern nicht fräsen kann, aber eine Ausnahme, gibt es doch. Durch die hohe Affinität des Kohlenstoffes im Diamanten zu Eisen sind Diamantwerkzeuge in der Regel nicht für das Fräsen von Eisenwerkstoffen geeignet.
Dafür aber uneingeschränkt für Nichteisenmetalle, Holzwerkstoffe und jegliche Composite Varianten.
Wann sollte ich gesinterte Diamantfräser verwenden?
Begriffserklärung:
Diamanten werden in einem Sinterverfahren hergestellt, dabei werden unterschiedliche Korngrössen eingesetzt. Je feiner die Korngrösse desto resistenter ist der Diamant.
Für den Bereich der Holzbearbeitung wird meist eine Korngrösse von 10 Mikron, bei Composite Werkstoffen eine Mischung von 5 und 10 Mikron eingesetzt.
Welcher Diamantfräser für welches Material und welchen Vorschub?
Für den Bereich der PKD bestückten Fräser gibt es ein paar einfache Regeln:
- Durchgehende Schneiden werden (Bild1) für sehr harte Stoffe wie Eiche Massivholz, MDF (Mitteldichtefaserplatte) oder HPL (Highpressurelaminate) Platten verwendet. Auch für Trespa.

- Aufgeteilte Schneiden werden für Spanplatte, Gipsplatten, oder wenn man mit etwaigen Spurabzeichnungen leben kann, auch für dichtere Werkstoffe verwendet. Durch die Aufteilung der Schneiden steigt die Bruchgefahr für die Werkzeuge, weil kein durchgängiger Schnitt erzeugt wird. Vorteil ist aber: Das beim Einlaufen d.h. verschleißen der Fräser im Bereich der Deckschicht nur wenige Plaketten bei der Instandsetzung getauscht werden müssen.

Bild 2:Fräser mit aufgeteilten Schneiden
Die Vorschübe in Abhängigkeit der Schneidenanzahl am Umfang z.B. für Spanplatte sind: Bild 1:gerade Schneiden
Ca. 5-8m/min Vorschub und 20000rpm bei Z1 Fräsern
Ca. 8-15m/min Vorschub und 20000rpm bei Z2 Fräsern
Ca. 15-22m/min Vorschub und 24000 rpm bei Z3 Fräsern
Für den Bereich der Diamant besandeten Fräser:
- Je gröber die Besandung desto gröber wird auch die Schnittfläche.
- Der Schnittdruck ist deutlich höher als bei PKD bestückten Fräsern wegen der undefinierten Schneiden Geometrie.
- Die Vorschübe liegen im Bereich <5m/min

Bild 3: Fräser mit aufgebrachtem Diamantkorn mit galvanischer oder Kunstharzbindung
Welcher Diamantfräser für welchen Verwendungszweck?
- Einsatz von Pkd gelöteten Fräsern (Bild1, Bild2):
- Einsatz von gesinterten Diamantfräsern(Bild 3):
- Verwendung von Hartmetall Diamant beschichteten Fräsern (Bild 4)

Bild 4: HM Fräser mit Diamantbeschichtung zum Fräsen von Carbon
Was ist ein Diamantfräser?
Diamantfräser gilt als Oberbegriff für gesinterte oder hartgelötete Diamantfräser. Aber auch für Hartmetallfräser die mit einer Diamantschicht beschichtet wurden .
Diamantfräser sind an sich rotationssymetrische Körper die mit Diamanten bestückt, oder beschichtet, zum Fräsen von Werkstoffen mit harten Oberflächen verwendet werden.
So werden zum Beispiel Küchenarbeitsplatten aus Holz wegen der harten Plattenbeschichtung mit hartgelöteten Diamantfräsern gefräst
Die gesinterten Fräser haben durch die reine Aufbringung eines Diamantkornes keine geometrisch definierte Schneide! Die Schneidkante ist zufällig angeordnet, der Fräser ist eher als Schleifkörper zu betrachten. Durch die Anzahl des Kornes und der gewählten Korngrösse entsteht ein feiner oder ein grober Schnitt. Klassische Anwendung sind zum Beispiel die Topffräser bei Fliesen.
Der Diamant wird entweder als Blanketts auf einen Grundkörper hartgelötet oder in einem Sinterprozess als Diamantpulver aufgesintert. Als Bindung für das Diamantpulver wird das Korn in verschiedenen Korngrössen von Grob bis fein in einer Kunstharzbindung oder einer galvanischen Bindung aufgebracht.
Die hartgelöteten Diamantfräser habe eine geometrisch definierte Schneide die zu 100% reproduzierbar und mit technisch konstanten Schnittkräften arbeitet..
So gibt es den synthetischen polykristallinen und den natürlich gewachsenen monokristallinen Diamant der aber auch synthetisch hergestellt werden kann.
Der monokristalline Diamant(MKD) spielt bei den Diamantfräsern eine untergeordnete Rolle da er bis zu 7-fach teurer ist als PKD Fräser (700Euro statt 100 Euro). Der MKD Fräser findet z.B beim Glanzfräsen von Plexiglas (Polycarbonat)Anwendung.
Der polykristalline Diamant wird in einem Sinterprozess bei hohen Temperaturen und hohen Drücken hergestellt
Welcher Diamantfräser für welches Material und welchen Vorschub?
Oft fällt dem Maschinenbediener die Entscheidung schwer, vom Chef die Vorgabe so schnell wie möglich, und vom Controlling die Vorgabe so günstig wie möglich. Wie soll das gehen?
Dieser Artikel möchte ein wenig Hilfestellung zu dem Thema „Auswahl der Fräser“ bringen.
Eine Vielzahl von Diafräsern mit unterschiedlichen technischen Spezifikationen werden angeboten, aber welcher ist der Richtige?
Die Anzahl der notwendigen Schneidzähne im Schaftfräser macht den Unterschied!
Je nach Anzahl der Zähne am Umfang kann die Fräsgeschwindigkeit erhöht werden, das heißt mit einem Z3 Fräser kann schneller gefräst werden als mit einem Z2 oder Z1 Fräser. Trotzdem je mehr Zähne desto teurer die Anschaffung.
Profis sprechen dabei von einem Zahnvorschub pro Schneide der dabei berücksichtigt wird.
Unterschiedliche Materialien wie Spanplatte, Plexiglas oder Gipsplatten bedeuten unterschiedliche optimale Zahnvorschübe. Jedes Material hat dabei seine eigene optimale Schnittgeschwindigkeit in m/min.
Die richtige Drehzahl des Fräsers ist dabei elementar.
Zum Beispiel für beschichtete Spanplatte kann dieser Zahnvorschub ca. 0,3mm/Zahn sein, bei
Carbonfaserplatten aber 0,05mm/Zahn.
Die Fräser sind mit polykristallinem Diamant bestückt, je mehr davon gebraucht wird, desto teurer wird der Fräser.
Es gibt 3 Einflussfaktoren für die richtige Auswahl der Zähnezahl
Wieviel laufende Meter muss in einem Bauteil gefräst werden?
Es macht einen Unterschied ob nur eine Rückwandnut oder 15 Korpusteile in einem Nest also aus eine Rohformatplatte 2070x2800 gefräst werden müssen. Für eine Rückwandnut (Bild5) reicht ein Z1+1 Fräser da er oft nur kurze Strecken im Einsatz ist z.B. 2 Meter bei einem Wandschrankseitenteil in 10 Sekunden.
Viele machen das auch mit eine Rückwandnuter in Form einer Säge als Diamant oder Hartmetall bestückt
Beim CNC Nesting (Bild6) jedoch werden aus dem Rohformat alle Einzelteile umfräst es entstehen lange Programmlaufzeiten von 5-15 Minuten. Hier einen Fräser mit optimaler Zähnezahl einzusetzen
bedeutet die Fertigungszeiten und damit die Stückkosten zu reduzieren .

Bild 5: Möbelkorpus Seitenteil mit Rückwandnut

Bild 6. Nesting auf einer CNC Maschine
Wie saugt die Fräsmaschine die Späne ab?
Die Fräser müssen zur Maschine passen, ein Z3 Fräser braucht bei Spanplatte mindestens 15m/min Vorschub damit die Späne nicht an den Schneiden verbrennen, optimal sind oft 20-22m/min.
Nur wenn die Absaugung in der Lage ist, das Spänevolumen während des Fräsens komplett zu erfassen hat man zum Schluss saubere Bauteile und es ist nicht alles voller Späne.
Aus diesem Grund entscheiden sich viel Kunden statt die teureren Z 3 Fräser einzusetzen Z2+2 Fräser zu wählen, diese mit 12-15m/min zu fahren, aber nach dem Fräsvorgang die Späne weitgehendst entsorgt zu haben. Die Absaugung hat genügend Zeit die Späne gut abzusaugen.
Für einfachere Fräsaufgaben und kurze Abwicklungslängen an Maschinen mit begrenzter Absaugung, machen Z1+1 Diamantfräser einen guten Job.
Sie haben die Schneiden mit Diamant bestückt und sind dadurch für den Einsatz für abrasives Material prädestiniert.
An sehr modernen Maschinen mit moderner Absaugung und Absaughilfsmitteln wie die Turbinenabsaugung AEROTECH (Bild7) kann mit Z3 Fräsern die höchste Wirtschaftlichkeit erreicht werden.

Bild 7: Absaugturbine CNC Aerotech
Welche Achswinkel werden an dem Werkzeug gebraucht um die Werkstücke nachbearbeitungsfrei zu fräsen?
Viele Industriebetriebe kennen das Leid, die Platten sind zwar gefräst aber der Kunde reklamiert die Qualität der Schnittkante. Aus diesem Grund mussten schon ganze Fabrikfassaden demontiert werden. Ziel ist es, das nach dem Fräsen, die Platten nicht mehr nachbearbeitet werden müssen. Nur so ist das Fräsergebnis absolut wiederholbar und auf hohem Qualitätsniveau.
Bei der Auswahl des Fräsers (Bild8) spielt es also auch eine Rolle welche Schnittqualität erreicht werden muss. Der einfachste Fräser hat gerade Schneiden, Fräser die die Schnittkraft reduzieren und den Ausriss minimieren haben schräg gestellten Schneiden. Die haben dann einen drückenden/negativen und ziehende/positive Schneiden.
Bei Schräggestellten Schneiden zeichnen sich Maschinenschwingungen weniger an der Materialkante ab.
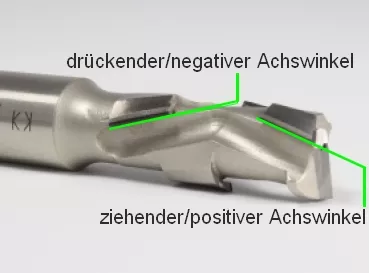
Bild 8: Achswinkel an einem Diamantfräser für die Holzbearbeitung
 Bestseller")
1 bis 13 (von insgesamt 13)