-
Sie haben noch keine Artikel in Ihrem Warenkorb.
Oberfräser
Diamant Oberfräser

Oberfräser und Bündigfräser mit Anlaufring
Nicht für alle Anwendungen werden CNC Fräsmaschinen verwendet, es gibt zahlreiche Bearbeitungen bei denen eine einfache Oberfräse immer noch das wirtschaftlichste Mittel der Wahl ist.
Ein Beispiel sind Fräsungen in harten Materialien wie Trespa oder CFRP aber auch Harthölzer.
Durch die hohen Schnittkräfte kann die Vakuumspannung des CNC Frästisches die zu fräsenden Teile nicht fest spannen.
Deshalb werden 0,2mm von der zu fräsenden Plattenhöhe stehengelassen und anschliessend mit einem Bündigfräser mit Anlaufring bündiggefräst. Die Fräsqualität ist dabei absolut in Ordnung und es ist ein ausgereifter Produktionsprozess. Auch Kleinteile können so sicher produziert werden.
Selbst im heutigen modernen Maschinenbau gibt es Kunststoffteile die so gefräst werden (z.B. Führungsplatten bei Vorkappstationen für das Kantenanleimen bei Holzbearbeitungsmaschinen)
Bei industriellen Anwendungen mit Seriencharakter oder hohen Qualitätsanforderungen kann man allerdings keine Hartmetallfräser mit Anlaufring verwenden. Die Hartmetallfräser haben einen hohen Verschleiß und durch die Abnutzung des Hartmetalles stimmt der Durchmesser des Fräsers schnell nicht mehr mit dem Durchmesser des Anlaufringes überein.
Ausserdem gibt es schnell Abzeichnungen des Materiales im Fräser.
Bei Diamant Oberfräser beziehungsweise Bündigfräser mit Anlaufring ist der Verschleiß der Schneidkante deutlich geringer.
Als Fräsrichtung sollte unbedingt Gegenlauffräsen gewählt werden. Beim Gegenlauffräsen bewegt sich die Schneide von der gefrästen Oberfläche aus dem Frässbereich hinaus (siehe Bild 1), dadurch ist das Bündigfräsens gut kontrollierbar und sicher.
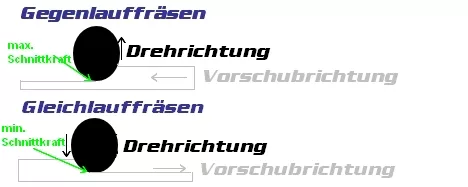
Bild1
Auch für den Verschleiß der Schneiden ist das ein Vorteil, da der Fräser nicht immer durch die ungefräste Teilekante eintreten muß.
Wichtig zu wissen: Wenn man eine optimale Aufspannung und eine absolut spielfreie Führung gewährleisten kann erreicht man mit Gleichlauffräsen immer bessere Oberflächen wie beim Gegenlauffräsen. Der Grund hierfür ist, daß beim Gleichlauffräsen der Fräser beim Austritt die Schnittkante berührt wenn der Span geschnitten ist, an diesem Punkt sind die Schnittkräfte am niedrigsten. Beim Gegenlauffräsen hat man am Eintritt der Schneide die höchsten Schnittkräfte was zu Rattermarken führen kann.
Beim Bündigfräsen ist das aber oft kein Thema da ja nur wenige 0,1mm bündiggefräst werden.
Ein wichtiges Thema für Profis: Während beim Hartmetall Bündigfräser mit der Zeit nicht nur die Schärfe des Schneidzahnes verloren geht, reduziert sich auch der Durchmesser des Fräsers.
Bei den Diamantoberfäsern mit Anlaufring ist der Schneidedurchmesser deutlich länger konstant, aufgrund des härten Schneidmateriales (Diamant im Vergleich zu Hartmetalloberfräser mit Anlaufring).
Technische Informationen über Fräser und Oberfräser:
Werkzeuge mit Wolframkarbid-Bestückung (englisch TCT) haben Hartmetallplättchen, die auf einen Stahlkörper gelötet sind.
Vollhartmetallwerkzeuge werden aus einem massiven Stück Wolframkarbid geschliffen.
Beide sind darauf ausgelegt, hartes und weiches Holz, Spanplatten, MDF, Sperrholz, Kunststoff, Corian und andere massive Oberflächenplatten zu fräsen.
Vollhartmetall-Spiralfräser für CNC Holzbearbeitungsmaschinen können mit höheren Vorschubgeschwindigkeiten arbeiten und haben eine längere Werkzeuglebensdauer als TCT-Werkzeuge.
Diese Werkzeuge fräsen mit weniger Schnittdruck und geringerer Vibration, was eine perfekten und sauberen Oberfläche auf Hartholz, Weichholz und Kunststoffmaterialien hinterlässt.
Buntmetalle wie Aluminium und Messing können ebenfalls gefräst werden die Schnittgeschwindigkeit liegt bei ca. 450m/min.
Diamantbestückte PKD Fräser halten deulich länger als Hartmetallwerkzeuge und sind sehr effizient beim Fräsen von abrasiven Materialien, einschließlich Verbundwerkstoffen, Spanplatten, MDF und Harthölzern.
Hartmetallfräser mit Diamantbeschichtung sind für das Fräsen von Glasfaser, Kohlefaser und anderen Verbundwerkstoffen konzipiert. Wegen den Haltekräften im Spannfutter immer den größtmöglichen Schaftdurchmesser, den Ihre Fräsmaschine aufnehmen kann, einsetzen.
Mindestens 3/4 der Schaftlänge sollten in die Spannzange eingeführt werden, oft ist eine minimale Einspannlänge vom Werkzeughersteller angegeben.
Bei der Zerspanung von Holz neigen die Späne dazu, heiß zu werden, und das Holz bekommt Brandstellen, und der Fräser überhitzt.
Gerade bei Massivholz muss hier auf den richtigen Freiwinkel bei den Zerspanungswerkzeugen geachtet werden.
Einschneidige Fräser werden für gute Spanabfuhr und gute Zerspanung mit schnellen Vorschubgeschwindigkeiten verwendet.
Immer dann wenn Probleme mit der Spanabfuhr bestehen sind Z1 Fräser erste Wahl.
Zweischneidige Fräser eignen sich gut für grobes und feines Arbeiten und sind die bevorzugte Wahl für die meisten Holzbearbeitungsaufgaben.
Dreischneidige Fräser sind besser für die Feinbearbeitung geeignet und haben eine längere Lebensdauer bei der Bearbeitung von hartem Material, wie massiven Oberflächenmaterialien
oder sogar Aluminium.
Die besten Diamant-Oberfräser mit 8mm Schaft: Tipps für präzise Ergebnisse und Langlebigkeit
Beim Arbeiten mit Holz ist Präzision das A und O. Wenn es um das Fräsen geht, sind Diamant-Oberfräser mit 8mm Schaft eine der besten Optionen für Handwerker und Profis. Diese Fräser zeichnen sich nicht nur durch ihre außergewöhnliche Langlebigkeit aus, sondern bieten auch eine beeindruckende Schnittqualität, die für perfekte Ergebnisse unerlässlich ist. In diesem Artikel nehmen wir die besten Modelle unter die Lupe, geben Ihnen praktische Tipps zur Auswahl des richtigen Oberfräsers und zeigen auf, wie Sie mit der richtigen Technik Ihre Projekte auf das nächste Level heben können. Egal, ob Sie Möbel bauen oder Holzdekorationen gestalten – mit dem passenden Diamant-Oberfräser und dem richtigen Wissen erzielen Sie stets fachgerechte Ergebnisse. Lassen Sie sich inspirieren und rüsten Sie sich für Ihre nächsten Projekte!
Einführung in Diamant-Oberfräser
Diamant-Oberfräser sind Werkzeuge, die speziell für den Einsatz in der Holzbearbeitung entwickelt wurden. Sie bestehen aus einem Schaft, der in die Fräsmaschine eingespannt wird, und einem Schneidkopf, der mit Diamantpartikeln besetzt ist. Diese Partikel verleihen dem Fräser eine außergewöhnliche Härte und Langlebigkeit, die weit über die von herkömmlichen Fräsern hinausgeht. Mit einem 8mm Schaft sind diese Fräser besonders stabil und bieten eine hervorragende Kontrolle beim Fräsen.
Der Einsatz von Diamant-Oberfräsern in der Holzbearbeitung ermöglicht es Handwerkern, äußerst präzise und glatte Schnitte zu erzielen. Dies ist besonders wichtig bei anspruchsvollen Projekten, bei denen jedes Detail zählt. Ein weiterer Vorteil ist die hohe Schnittgeschwindigkeit, die durch die scharfen Diamantkanten ermöglicht wird. Dies führt zu einer erheblichen Zeitersparnis und einer gesteigerten Effizienz im Arbeitsprozess.
Ein weiterer Aspekt, der Diamant-Oberfräser auszeichnet, ist ihre Vielseitigkeit. Sie können für eine Vielzahl von Anwendungen eingesetzt werden, von einfachen Schnitten bis hin zu komplexen Profilen und Gravuren. Diese Vielseitigkeit macht sie zu einem unverzichtbaren Werkzeug in jeder professionellen Werkstatt. Ob beim Möbelbau, bei der Herstellung von Türen und Fenstern oder bei der künstlerischen Holzbearbeitung – Diamant-Oberfräser sind die erste Wahl für präzise und langlebige Ergebnisse.
Vorteile von Diamant-Oberfräsern
Ein herausragender Vorteil von Diamant-Oberfräsern ist ihre außergewöhnliche Langlebigkeit. Während herkömmliche Fräser aus Stahl oder Hartmetall nach einiger Zeit abnutzen und nachgeschärft oder ersetzt werden müssen, behalten Diamant-Oberfräser ihre Schärfe über einen viel längeren Zeitraum. Dies liegt an der natürlichen Härte der Diamanten, die die Schneidkanten widerstandsfähiger gegen Abnutzung und Beschädigung machen.
Ein weiterer Vorteil ist die hervorragende Schnittqualität, die mit Diamant-Oberfräsern erzielt werden kann. Die scharfen Diamantkanten ermöglichen extrem präzise und glatte Schnitte, was besonders bei feinen und detailreichen Arbeiten von Vorteil ist. Dies reduziert die Notwendigkeit für Nachbearbeitungen und spart somit Zeit und Aufwand. Darüber hinaus wird die Gefahr von Ausrissen und Splittern minimiert, was zu einer höheren Qualität des Endprodukts führt.
Diamant-Oberfräser sind auch äußerst hitzebeständig, was sie ideal für den Einsatz bei hohen Geschwindigkeiten und langen Frässitzungen macht. Die Diamantpartikel leiten die Wärme effizient ab, wodurch Überhitzung und damit verbundenes Materialversagen verhindert werden. Dies führt zu einer konstanten Leistung und einer längeren Lebensdauer des Werkzeugs. Insgesamt bieten Diamant-Oberfräser eine Kombination aus Langlebigkeit, Präzision und Effizienz, die sie zu einer erstklassigen Wahl für professionelle Handwerker macht.
Anwendungsbereiche von Diamant-Oberfräsern
Diamant-Oberfräser finden in einer Vielzahl von Anwendungsbereichen Verwendung, wobei ihre Präzision und Langlebigkeit besonders geschätzt werden. Im Möbelbau sind sie unverzichtbar, da sie es ermöglichen, präzise Schnitte und Profile in verschiedenen Holzarten zu erstellen. Dies ist besonders wichtig bei der Herstellung von maßgeschneiderten Möbelstücken, bei denen jedes Detail perfekt sein muss. Die Fähigkeit der Diamantfräser, glatte und saubere Kanten zu erzeugen, trägt wesentlich zur hohen Qualität der fertigen Möbel bei.
Ein weiterer wichtiger Anwendungsbereich ist die Herstellung von Türen und Fenstern. Hier ist es entscheidend, dass die Fräsarbeiten exakt und passgenau ausgeführt werden, um eine perfekte Montage und eine lange Lebensdauer der Bauelemente zu gewährleisten. Diamant-Oberfräser ermöglichen es, präzise Nut- und Federverbindungen sowie dekorative Profile zu fräsen, die sowohl funktional als auch ästhetisch ansprechend sind. Durch die hohe Schnittqualität wird zudem die Nachbearbeitung auf ein Minimum reduziert.
Neben diesen traditionellen Anwendungsbereichen werden Diamant-Oberfräser auch zunehmend in der künstlerischen Holzbearbeitung eingesetzt. Künstler und Kunsthandwerker schätzen die Möglichkeit, feine Details und komplizierte Muster in Holz zu fräsen, ohne dass das Material splittert oder ausreißt. Dies eröffnet neue kreative Möglichkeiten und ermöglicht es, einzigartige und hochwertige Kunstwerke zu schaffen. Insgesamt bieten Diamant-Oberfräser eine beeindruckende Vielseitigkeit, die sie für eine breite Palette von Holzbearbeitungsprojekten geeignet macht.
Auswahl des richtigen Diamant-Oberfräsers mit 8mm Schaft
Die Auswahl des richtigen Diamant-Oberfräsers mit 8mm Schaft ist entscheidend, um optimale Ergebnisse zu erzielen. Zunächst sollte man die spezifischen Anforderungen des Projekts berücksichtigen. Verschiedene Fräsertypen sind für unterschiedliche Anwendungen geeignet. So gibt es beispielsweise Schaftfräser, die sich hervorragend für das Fräsen von Nuten und Taschen eignen, während Profilfräser ideal für das Erstellen von dekorativen Kanten und Profilen sind. Es ist wichtig, den richtigen Fräser für die jeweilige Aufgabe auszuwählen, um die bestmögliche Schnittqualität zu gewährleisten.
Ein weiterer wichtiger Faktor bei der Auswahl eines Diamant-Oberfräsers ist die Qualität des Fräsers selbst. Hochwertige Fräser zeichnen sich durch eine präzise Fertigung und eine gleichmäßige Verteilung der Diamantpartikel aus. Dies sorgt für eine gleichbleibend hohe Schnittqualität und eine längere Lebensdauer des Werkzeugs. Es lohnt sich, in einen qualitativ hochwertigen Fräser zu investieren, da dieser auf lange Sicht Kosten spart und bessere Ergebnisse liefert. Beim Kauf sollte man auf renommierte Marken und Hersteller achten, die für ihre Qualität und Zuverlässigkeit bekannt sind.
Ein weiterer Aspekt, den man bei der Auswahl eines Diamant-Oberfräsers berücksichtigen sollte, ist die Kompatibilität mit der vorhandenen Fräsmaschine. Der Schaftdurchmesser von 8mm ist ein gängiges Maß, das von den meisten Fräsmaschinen unterstützt wird. Es ist jedoch wichtig, sicherzustellen, dass der Fräser sicher und fest in die Spannzange der Maschine passt, um ein präzises und sicheres Arbeiten zu gewährleisten. Zudem sollte man auf die maximal zulässige Drehzahl des Fräsers achten und diese nicht überschreiten, um Schäden am Werkzeug und an der Maschine zu vermeiden.
Top-Marken und Modelle im Vergleich
Tipps zur optimalen Nutzung von Diamant-Oberfräsern
Um das Beste aus Ihrem Diamant-Oberfräser herauszuholen und optimale Ergebnisse zu erzielen, ist es wichtig, einige grundlegende Tipps zu beachten. Zunächst einmal sollten Sie sicherstellen, dass der Fräser richtig in die Fräsmaschine eingespannt ist. Der Schaft sollte fest und sicher in der Spannzange sitzen, um Vibrationen und ein unsauberes Fräsergebnis zu vermeiden. Eine unsachgemäße Befestigung kann nicht nur die Qualität der Arbeit beeinträchtigen, sondern auch zu Schäden am Werkzeug und an der Maschine führen.
Ein weiterer wichtiger Punkt ist die richtige Drehzahl. Diamant-Oberfräser sind für hohe Geschwindigkeiten ausgelegt, aber es ist wichtig, die empfohlene maximale Drehzahl des Fräsers nicht zu überschreiten. Eine zu hohe Drehzahl kann zu Überhitzung und vorzeitiger Abnutzung des Fräsers führen. Andererseits kann eine zu niedrige Drehzahl die Schnittqualität beeinträchtigen und zu einem unsauberen Fräsergebnis führen. Es ist ratsam, die Anweisungen des Herstellers zu befolgen und die Drehzahl entsprechend dem zu fräsenden Material anzupassen.
Ein weiterer Tipp zur optimalen Nutzung von Diamant-Oberfräsern ist die richtige Vorschubgeschwindigkeit. Eine zu schnelle Vorschubgeschwindigkeit kann zu übermäßiger Hitzeentwicklung und zu einer Beeinträchtigung der Schnittqualität führen. Andererseits kann eine zu langsame Vorschubgeschwindigkeit zu einer ungleichmäßigen Belastung des Fräsers und zu unsauberen Schnitten führen. Es ist wichtig, ein gleichmäßiges und kontrolliertes Tempo beizubehalten, um die bestmöglichen Ergebnisse zu erzielen. Zudem sollte man darauf achten, den Fräser regelmäßig zu reinigen und von Holzspänen und Harz zu befreien, um eine optimale Leistung zu gewährleisten.
Wartung und Pflege für Langlebigkeit
Die richtige Wartung und Pflege von Diamant-Oberfräsern ist entscheidend, um ihre Langlebigkeit und Leistung zu erhalten. Ein wichtiger Aspekt der Pflege ist die regelmäßige Reinigung des Fräsers. Holzspäne, Harz und andere Rückstände können sich an den Schneidkanten und dem Schaft ansammeln und die Leistung des Werkzeugs beeinträchtigen. Es ist ratsam, den Fräser nach jedem Gebrauch gründlich zu reinigen. Dazu kann man eine weiche Bürste oder ein spezielles Reinigungsmittel für Fräser verwenden. Eine regelmäßige Reinigung verhindert, dass sich Rückstände festsetzen und die Schneidkanten stumpf werden.
Ein weiterer wichtiger Punkt ist die Lagerung der Diamant-Oberfräser. Um die Schneidkanten vor Beschädigungen zu schützen, sollten die Fräser in speziellen Aufbewahrungsboxen oder Halterungen aufbewahrt werden. Diese Aufbewahrungsmöglichkeiten verhindern, dass die Fräser aneinanderstoßen oder herunterfallen und beschädigt werden. Zudem sollten die Fräser an einem trockenen und staubfreien Ort gelagert werden, um Korrosion und andere Schäden zu vermeiden.
Neben der Reinigung und Lagerung ist es wichtig, den Fräser regelmäßig auf Abnutzung und Beschädigungen zu überprüfen. Wenn die Schneidkanten stumpf oder beschädigt sind, sollte der Fräser ersetzt werden, um optimale Ergebnisse zu gewährleisten. Es ist auch ratsam, die Spannzange der Fräsmaschine regelmäßig zu überprüfen und gegebenenfalls zu ersetzen, um eine sichere und präzise Befestigung des Fräsers zu gewährleisten. Durch regelmäßige Wartung und Pflege kann die Lebensdauer der Diamant-Oberfräser erheblich verlängert und ihre Leistung auf einem hohen Niveau gehalten werden.
Häufige Fehler beim Einsatz von Diamant-Oberfräsern
Beim Einsatz von Diamant-Oberfräsern können einige häufige Fehler auftreten, die zu einer Beeinträchtigung der Schnittqualität und einer verkürzten Lebensdauer des Werkzeugs führen können. Einer der häufigsten Fehler ist die falsche Drehzahl. Wie bereits erwähnt, ist es wichtig, die empfohlene Drehzahl des Fräsers zu beachten und diese nicht zu überschreiten. Eine zu hohe Drehzahl kann zu Überhitzung und vorzeitiger Abnutzung des Fräsers führen, während eine zu niedrige Drehzahl die Schnittqualität beeinträchtigen kann.
Ein weiterer häufiger Fehler ist die unsachgemäße Befestigung des Fräsers in der Spannzange. Wenn der Fräser nicht fest und sicher eingespannt ist, kann dies zu Vibrationen und einem unsauberen Fräsergebnis führen. Zudem besteht die Gefahr, dass der Fräser aus der Spannzange herausrutscht und beschädigt wird. Es ist wichtig, den Fräser immer fest und sicher in der Spannzange zu befestigen und die Spannzange regelmäßig auf Abnutzung und Beschädigungen zu überprüfen.
Ein weiterer häufiger Fehler ist die falsche Handhabung des Werkstücks. Wenn das Werkstück nicht richtig fixiert ist oder während des Fräsens bewegt wird, kann dies zu unsauberen Schnitten und Beschädigungen am Fräser führen. Es ist wichtig, das Werkstück immer sicher zu fixieren und während des Fräsens eine gleichmäßige und kontrollierte Bewegung beizubehalten. Zudem sollte man darauf achten, den Fräser nicht zu überlasten und ihn regelmäßig zu reinigen und zu warten, um optimale Ergebnisse zu erzielen.
Zubehör und Ergänzungen für bessere Ergebnisse
Um die besten Ergebnisse beim Einsatz von Diamant-Oberfräsern zu erzielen, gibt es eine Vielzahl von Zubehör und Ergänzungen, die den Arbeitsprozess erleichtern und die Schnittqualität verbessern können. Eine wichtige Ergänzung ist die Verwendung von Frässchablonen. Frässchablonen ermöglichen es, gleichmäßige und präzise Schnitte zu erzielen, indem sie als Führung für den Fräser dienen. Es gibt eine Vielzahl von Schablonen für verschiedene Anwendungen, von einfachen geraden Schnitten bis hin zu komplexen Mustern und Profilen.
Ein weiteres nützliches Zubehör sind Frästische und Fräsanschläge. Frästische bieten eine stabile und sichere Arbeitsfläche, die es ermöglicht, das Werkstück präzise und kontrolliert zu führen. Fräsanschläge dienen als Führung und ermöglichen es, gleichmäßige und exakte Schnitte zu erzielen. Durch die Verwendung von Frästischen und Fräsanschlägen kann die Schnittqualität erheblich verbessert und die Sicherheit beim Fräsen erhöht werden.
Darüber hinaus gibt es eine Vielzahl von speziellen Spannzangen und Spannsystemen, die eine sichere und präzise Befestigung des Fräsers in der Fräsmaschine ermöglichen. Diese Spannsysteme sind besonders für den professionellen Einsatz geeignet und bieten eine hohe Genauigkeit und Stabilität. Zudem gibt es spezielle Schmier- und Kühlmittel, die die Lebensdauer des Fräsers verlängern und die Schnittqualität verbessern können. Insgesamt bietet das richtige Zubehör und die passenden Ergänzungen eine Vielzahl von Möglichkeiten, um die Ergebnisse beim Einsatz von Diamant-Oberfräsern zu optimieren.
Fazit und Empfehlungen
Diamant-Oberfräser mit 8mm Schaft sind eine ausgezeichnete Wahl für Handwerker und Profis, die präzise und langlebige Ergebnisse erzielen möchten. Ihre außergewöhnliche Härte und Langlebigkeit, gepaart mit ihrer hervorragenden Schnittqualität, machen sie zu einem unverzichtbaren Werkzeug in jeder professionellen Werkstatt. Durch die Auswahl des richtigen Fräsers, die Beachtung der empfohlenen Drehzahl und Vorschubgeschwindigkeit sowie die regelmäßige Wartung und Pflege können optimale Ergebnisse erzielt und die Lebensdauer des Werkzeugs erheblich verlängert werden.
Es ist ratsam, in hochwertige Marken und Modelle zu investieren, die für ihre Qualität und Zuverlässigkeit bekannt sind. Durch die Verwendung von passendem Zubehör und Ergänzungen wie Frässchablonen, Frästischen und speziellen Spannsystemen kann die Schnittqualität weiter verbessert und die Effizienz des Arbeitsprozesses gesteigert werden.
Insgesamt bieten Diamant-Oberfräser mit 8mm Schaft eine beeindruckende Kombination aus Präzision, Langlebigkeit und Vielseitigkeit, die sie zu einer erstklassigen Wahl für eine Vielzahl von Holzbearbeitungsprojekten macht. Mit dem richtigen Wissen und den passenden Werkzeugen können Handwerker und Profis stets fachgerechte und hochwertige Ergebnisse erzielen.

1 bis 16 (von insgesamt 16)